
客服热线:
13337005389/13296972148

企业名称:内蒙古康盛润田节水管业有限公司
销售地址:内蒙古五原县汽车南站东100米景恒泰大酒店底商
联系人:康经理
电话:133 3700 5389
手机:132 9697 2148
邮箱:nmgkdgy@163.com
厂址:内蒙古五原县东风桥加气站北500米路西(北绕城南200米)
网址:www.nmgkdgy.com
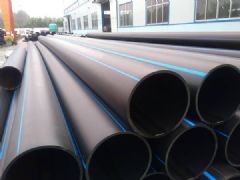
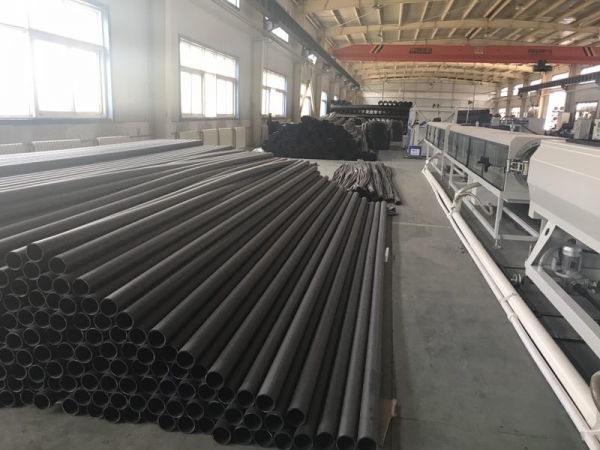
内蒙PE管安装中钢套管安装:
1.内蒙PE管安装焊接焊缝检查合格后,钢管及时跟进,进行套管安装。内蒙PE管每完成一次焊接立即套装钢管,待下一段内蒙PE管焊接,先前套的钢套管即可进行焊接,以此类推重复操作,钢管焊接时焊接点内侧内置隔热材料,防止焊接时炽伤内蒙PE管。
2.钢管安装时,始装节的里程允许偏差为±3㎜,弯管起点的里程允许偏差为±5㎜。始装节两端管口垂直度为3㎜。
3.始装节管口中心的允许偏差为±3㎜,与伸缩节、蝶阀、球阀等连接的管节及弯管起点的管口中心允许偏差为±2㎜。
4.焊接方法采用手工焊接,焊接条件为固定口和转动口全位置焊接,焊接材料按规定选用E4303电焊条或达到该要求的焊条。
5.焊接材料(焊条、焊丝、焊剂等)的型号、钢号或牌号,须符合设计图纸或文件的规定,其技术条件应符合现行我国标准的规定。焊条、焊丝等均应有制造厂家的质量证明书,凡无质量证明书或对其质量有怀疑时。应按批号抽查试验合格后方可使用。
6.焊条、焊丝、保护气体等应与所施焊的钢种相匹配。焊缝金属的力学性能应与母材相当,且焊缝金属的抗拉强度不宜大于母材标准抗拉强度上限值加30N/㎜2;覆层焊缝金属应保证耐蚀性能,其主要合金元素含量不应低于母材标准的下限值。
7.现场存在较多转弯情况,钢管破口开制方法为机械开制,型式两种:单V型对接及C型对接。破口角度根据现场转弯角度确定,间隙为0-2mm,钝边为0-2mm。
8.焊接设备采用BX系列焊机,焊接电流种类为交流,无极性。焊条在使用前须烘干,保温1-2小时。
9.焊接顺序采用先仰,后立,再平焊的顺序,结合先里后外先难后易的原则进行焊接,焊缝成型采用多层压道焊,焊缝为三道完成,一道采用焊条3.2mm,电流120-140A:二道采用焊条4mm,电流140-160A:三道焊条采用4mm,电流采用180-220A:层间须清理检查合格,方可进行下道焊接。焊接外观要求须达到规范要求,不合格部位采用气割,磨光机返修直至达到要求。
10.内蒙PE管焊接注意事项:
(1) 钢管施工,两相邻环形焊缝中心之间距离不小于2m。
(2) 不得在焊缝两侧加热延伸管道长度,不得用螺栓强力拉紧和夹焊金属填充物等方法对接管口。
(3) 管子及管件对口前应检查坡口的外形尺寸和坡口质量,坡口表面 应整齐,光洁,不得有裂纹,锈皮,熔渣和其他影响焊接质量的杂物。
(4) 根部须焊透,潮湿的焊件须烘干。 11.管道防腐处理
a:钢管及管件防腐外壁采用IPN8710加强级防腐油漆(一底二油)。
b:使用的管材均采用生产厂家经过防腐处理的成品管材,本方案对外壁防腐处理的检验方法和内壁处理工艺和检验方法进行说明。
c:管材外壁防腐处理检验方法:
(1) 固化检验,用指甲力刻不留痕。
(2) 外观防腐层表面平整,无褶皱和鼓包,玻璃布网眼灌满漆。
(3) 厚度检测,以规定厚度为标准,用测厚仪检验。
(4) 粘着力检验,应在防腐层固化后,用力撕切口防腐层,不易撕开,破坏处不露铁为合格。

转载声明:
该文章转载于网络,是出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如转载作品侵犯作者署名权,或有其他诸如版权、肖像权、知识产权等方面的伤害,并非本网故意为之,在接到相关权利人通知后将立即加以更正。






 蒙公网安备15082102000032号
蒙公网安备15082102000032号